Main reasons that cause nozzle cloggs to occur:
- Inconsistent filament diameter
- Incorrect extrusion/retraction settings
- Heat-creep
What is a nozzle clog? A nozzle clog can occur for one of three main reasons. Reason one inconsistent filament diameter, incorrect extrusion/retraction settings, and heat creep. Extrusions settings include the extrusion multiplier in your slicer and steps/mm calibration. Cloggs due to retraction can occur if your retraction distance is too long. This is especially important if you have an all-metal hotend. If your retraction distance is too long, it can get pulled up into the heat break and then harden inside the heat break since it is much cooler there than in the hot block of the hotend. Heat-creep can occur when there is not sufficient airflow through the heatsink of the hotend, and this results in the cold side of the hotend getting warm enough to soften or even melt the filament, which results in a clogged above the heat break and this will occur when hot end heat sink fan is not functioning or spinning slowly.
Clearing a clog, first try to clear the clog by using a small acupuncture needle and insert it into the hotend through the nozzle. With the filament removed and the hot end preheated to 10-15C higher than the print them of the material. Move the needle through the nozzle orifice to clear out the nozzle. Then manually feed filament through the hot end. You should have little to no resistance. Next, if the clog is not clear, do a cold pull.

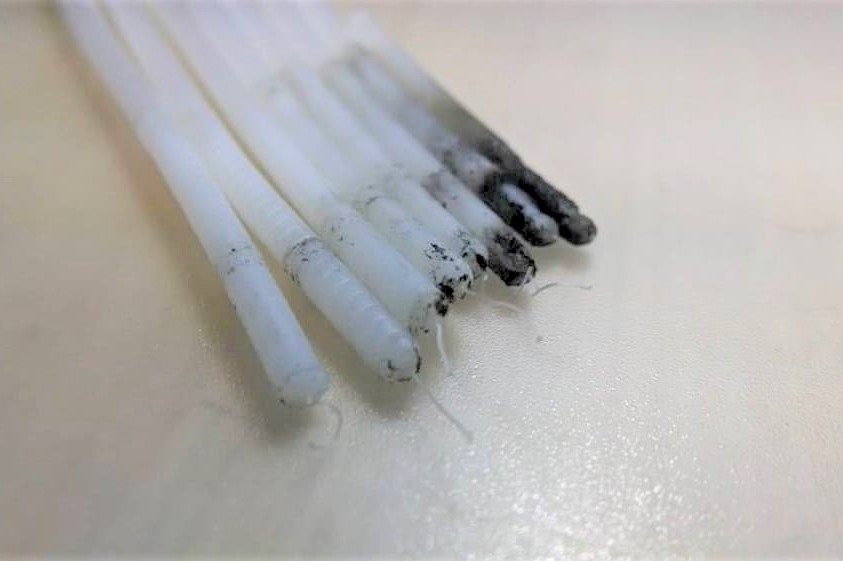
A cold pull can be done by first preheating your hotend to about 240C. Then push the filament through the nozzle and once it starts flowing, set the temperature of the hotend to 0C and continue pushing the filament until it stops flowing out of the nozzle and let the hotend cool back to room temperature. Next, preheat the hot end and pull on the filament continually till it releases from the hotend. When you do this, you will see that the end of the filament will look like the inside of the nozzle and may see some black spots/small pieces of burnt filament. When doing a cold pull, it is best to use a clear or light-colored filament so you can see deposits on the inside of the nozzle that you are removing. Repeat this process until the end of the filament pulls out clean. If the filament clog occurs above the heat break, you will need to preheat the hotend to between 240-250C and remove the heat sink fan for the hotend and let the entire hot end heat up.